
╩®╣ñ│╠ð‗
ÙϾwÃÕÆ▀í¬í¬ÙϾwíóô§┤u╚ª║═Îo(h¿┤)ÞF░▓ÐbÖz▓Úí¬í¬Õ^╣╠╝■║©¢Ë╝░┼‗├ø╠Ä└Ýí¬í¬Íºí¬í¬Ø▓Îóí¬í¬B(y¿úng)Îo(h¿┤)╝░▓─úíóÖz▓Úíú
╩®╣ñÎóÊÔ╩┬Ýù(xi¿ñng)
1.╩®╣ñÃ░Öz▓Ú┼c┤_ıJ(r¿¿n)
╩Τ╚ÃÕ└Ý╩®╣ñ▓┐╬╗Á─╗ÊëmÁ╚Ùs╬´ú¼▓ó┼cÿI(y¿¿)͸å╬╬╗╣▓═¼Öz▓Ú©G┐┌Îo(h¿┤)ÞFíóô§┤u╚ªƒ²ôpíóÙϾw▒Ý├µÎâð╬╝░Ч╗»îËÃÚørú¼▓óʬþÿI(y¿¿)͸╣▓═¼┤_ıJ(r¿¿n)íú
îª(du¿¼)©G┐┌Îo(h¿┤)ÞF│÷¼F(xi¿ñn)Á─╦╔äË(d¿░ng)ú¼▀M(j¿¼n)ððÍÏð┬¥o╣╠┬¦╦¿║═ı{(di¿ño)ı¹ö[À┼╬╗Í├ú¼ƒ²ôpç└(y¿ón)ÍÏÁ─¢¿Îh▀M(j¿¼n)ðð©³ôQíú
îª(du¿¼)ô§┤u╚ª├ô║©Á─ÍÏð┬▀M(j¿¼n)ðð╠Ä└Ýú¼îª(du¿¼)ƒ²ôpç└(y¿ón)ÍÏÁ─ô§┤u╚ª▀M(j¿¼n)ðð©³ôQú¿ô§┤u╚ªÈ¡ät╔¤▓╗Á═Ë┌50ú®íú
îª(du¿¼)═▓¾wÎâð╬▓┐╬╗▀M(j¿¼n)ðð┤_ıJ(r¿¿n)╗‗┼─ııú¼îª(du¿¼)Õ^╣╠╝■│▀┤þθ¤Óæ¬(y¿®ng)╠Ä└Ýíú
îª(du¿¼)═▓¾wÊÐЧ╗»▓┐╬╗Õ^╣╠╝■Á─║©¢Ëʬ▀M(j¿¼n)ðð║©¢Ë³c(di¿ún)┤‗─Ñíú
2.Õ^╣╠╝■║©¢Ë
║©¢ËÃ░ú¼▒ÏÝÜîª(du¿¼)Õ^╣╠╝■▓─┘|(zh¿¼)║═║©ùlãÀÀN▀M(j¿¼n)ðð┤_ıJ(r¿¿n)▓ó┤_▒úÀ¹║¤Ê¬Ã¾ú¼║©¢ËÚg¥Ó×Ú200í┴200mmú¼í░░╦ÎÍð╬í▒¢╗Õe(cu¿░)║©¢Ëú¼▓óÎ÷║├┼‗├ø╠Ä└ÝíúðÞîª(du¿¼)©GÙϾw═┐╦ó×rÃÓÁ─ú¼▒ÏÝÜ┤²×rÃÓ©╔║¾À¢┐╔▀M(j¿¼n)ððØ▓Îóíú
3.ͺ─ú
│▀┤þʬ£╩(zh¿│n)┤_ú¼ÍºÈO(sh¿¿)ʬ└╬╣╠ú¼▓╗Á├┤µÈ┌┐p¤Âú¼ÊÈÀ└È┌ı±ôv▀^(gu¿░)│╠Íð│÷¼F(xi¿ñn)┬®Ø{¼F(xi¿ñn)¤¾íú
4.Ø▓Îó┴¤Á─öç░ÞíóØ▓Îó
©G┐┌Ø▓Îó┴¤ðÞ╦«┴┐Ê╗░Ò¤Óîª(du¿¼)¦^ðíú¼ðÞç└(y¿ón)©±░┤ıf(shu¿¡)├¸ò°(sh¿▒)▀M(j¿¼n)ðð┐ÏÍãú¼ÊÈÀ└Ë░Ýæ┘|(zh¿¼)┴┐íú┼‗├ø┐p╩ÃÈ┌Ø▓Îó▀^(gu¿░)│╠Íð┴¶ÈO(sh¿¿)ú¼ÃðËø▓╗Á├▀z┬®ú¼¡h(hu¿ón)¤‗├┐800mmÈO(sh¿¿)Í├Ê╗Á└ú¼┐v¤‗ÚL(zh¿úng)Â╚│¼▀^(gu¿░)1mÍðÚgÈO(sh¿¿)Í├Ê╗Á└ú¿│▀┤þú║Lí┴120mmí┴5mmú®íúÈ┌Ø▓Îó┴¤┼c─═╗┤u▀B¢Ë╠Äú¼æ¬(y¿®ng)Î÷║├À└╦«┤Ù╩®ú¿▓╔Ë├╬Õ║¤░Õ╗‗╦▄┴¤╝ꩶÚ_(k¿íi)ú®ú¼ÊÈÀ└─═╗┤u╩▄│▒║═Ø▓Îó┴¤╩º╦«ú¼Ø▓Îó═Û«à║¾12hâ╚(n¿¿i)▓╗Á├ÌD(zhu¿ún)©Gíú
╩®╣ñÊÄ(gu¿®)ÀÂ
×Ú┤_▒ú║µ┐¥ÍðØ▓Îó┴¤▓╗░l(f¿í)╔·ı¿┴ÐÁ╚åû(w¿¿n)¯}ú¼╩®╣ñÍðʬ┴¶║├┼┼ÜÔ┐Îíú
Ê╗┤╬öç░Þ┴┐æ¬(y¿®ng)ÊÈ15ÀÍþèâ╚(n¿¿i)╩®╣ñ═Û×ÚÊ╗┼·┴┐ú¼öç░ÞÁ─┤╬ð‗æ¬(y¿®ng)ÀÍâ╔┤╬▀M(j¿¼n)ððú║¤╚╝Ë╚Ù╣Ã┴¤íóÀ█┴¤║═¢Y(ji¿ª)║¤ä®▀M(j¿¼n)ðð©╔╗ýú¼╚╗║¾╝Ë80%Á─╦«ú¼▓ó©¨ô■(j¿┤)Ø▓Îó┴¤Á─©╔رÃÚør╝Ë╚ÙËÓ¤┬Á─╦«íú┐é╝Ë╦«┴┐àóııØ▓Îó┴¤ÅS(ch¿úng)╝Ê╠ß╣®Á─ÿ╦(bi¿ío)£╩(zh¿│n)╝Ë╦«┴┐▀M(j¿¼n)ðð┐ÏÍãú¼©╔╗ýöç░Þòr(sh¿¬)Úg2ÀÍþèú¼Ø±öç3ÀÍþèíú
õü┴¤îË©▀Â╚Ê╗░ÒÈ┌300~400mmíú«ö(d¿íng)▓╔Ë├▓Õ╚Ù╩¢ı±äË(d¿░ng)░¶òr(sh¿¬)ú¼Ø▓Îó┴¤║±Â╚▓╗æ¬(y¿®ng)│¼▀^(gu¿░)ı±äË(d¿░ng)░¶Î¸Ë├▓┐ÀÍÚL(zh¿úng)Â╚Á─1.25▒Âíú
ı±ôvòr(sh¿¬)Úgæ¬(y¿®ng)▀m«ö(d¿íng)ú¼«ö(d¿íng)│÷¼F(xi¿ñn)▒Ý├µÀ¡Ø{òr(sh¿¬)═úÍ╣ı±ôvú¼ı±äË(d¿░ng)░¶▓╗Á├Ë|╝░Õ^╣╠╝■íúı±äË(d¿░ng)░¶▓Õ╚Ù┼c¤┬îËØ▓Îó┴¤30mmÊÈ╔¤ú¼ÊÈ╩╣îË┼cîËÍ«Úg┬ô(li¿ón)¢Y(ji¿ª)└╬╣╠ú¼À└Í╣│÷¼F(xi¿ñn)┴Ð╝yú¼▓óÎ÷Á¢┐ý▓Õíó¦p░╬íó┬²ÊãäË(d¿░ng)ú¼ÊÈ├ÔÈý│╔┐ıÂ┤íú
Ø▓Îó┴¤Ø▓Îó═Û«à║¾12hâ╚(n¿¿i)▓╗Á├ÌD(zhu¿ún)©Gú¼ÿI(y¿¿)͸È┌┤╦òr(sh¿¬)Úgâ╚(n¿¿i)╚þðÞÌD(zhu¿ún)©Gú¼æ¬(y¿®ng)╠ßÃ░┼c╩®╣ñå╬╬╗£¤═¿àf(xi¿ª)╔╠¢ÔøQíú
àóııØ▓Îó┴¤ÅS(ch¿úng)╝Ê╠ß╣®Á─╔²£Ï÷¥Ç(xi¿ñn)▀M(j¿¼n)ðð£Ï╔²┐ÏÍãíúÈ┌╔²£Ï▀^(gu¿░)│╠Íðú¼┐╔©¨ô■(j¿┤)îì(sh¿¬)ÙHÃÚørîó╗▀m«ö(d¿íng)└¡ÚL(zh¿úng)╗‗?q¿▒)ó╚╝ƒ²ã¸▀m«ö(d¿íng)¤‗©Gâ╚(n¿¿i)═ã▀M(j¿¼n)ú¼ÊÈ▒▄├ÔÍ▒¢ËÈ┌©▀£Ï³c(di¿ún)╔¤íú
«ö(d¿íng)▓╔Ë├─z┴¤òr(sh¿¬)ú¼╝Ë─z╦«┴┐║═╦«─Ó┴┐æ¬(y¿®ng)À¹║¤ıf(shu¿¡)├¸ò°(sh¿▒)ʬþíú
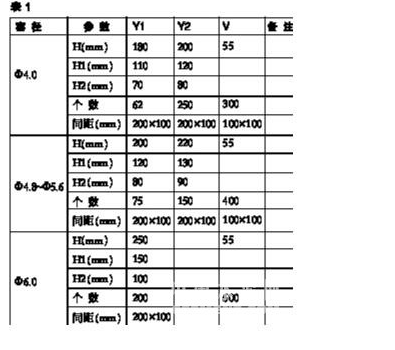
©G┐┌Õ^╣╠╝■ð═╩¢┼c│▀┤þ
▓╗═¼©G┐┌Õ^╣╠╝■│▀┤þÊè(ji¿ñn)▒Ý1íú
Õ^╣╠╝■║©¢Ëʬ³c(di¿ún)
Õ^╣╠╝■┼c║©ùl▀xô±Êè(ji¿ñn)▒Ý2íú

║©¢ËÎóÊÔ╩┬Ýù(xi¿ñng)ú║╝Ë╣ñË├Á─▓╗õPõô║©ùl¯^ú¼▓╗─▄ÚL(zh¿úng)Ë┌4cmú╗║©┐p▒ÏÝÜ´ûØM(m¿ún)ú¼│╔ð══Ô▒Ý├└Ë^(gu¿ín)ú¼║©║¾Öz▓Úƒo(w¿▓)┴Ð╝yú╗Ë├A402║©ùl║©¢Ë©G┐┌Õ^╣╠╝■òr(sh¿¬)ú¼║©ÖC(j¿®)Ùè┴¸┐ÏÍã120Aú¿1í└20%ú®ÀÂç·â╚(n¿¿i)ú╗║©¢Ë¢Y(ji¿ª)╩°ðÞıê(q¿½ng)ÿI(y¿¿)͸▀M(j¿¼n)ðð║©¢Ë┘|(zh¿¼)┴┐¼F(xi¿ñn)ê÷(ch¿úng)┤_ıJ(r¿¿n)íú